|
產生原因:
1、機械原因:
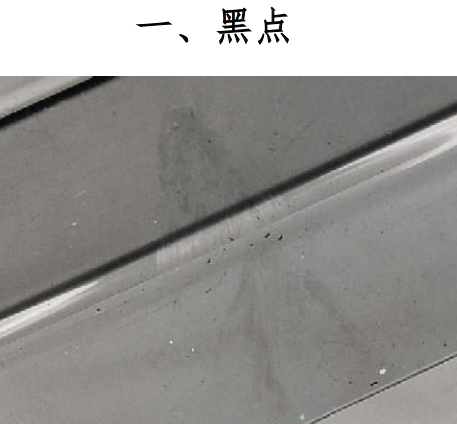
由于異常條件造成料筒過熱,使樹脂高 溫分解、燒傷后注
射到制品中;或者由于料簡內的噴嘴和螺桿的 螺紋、止回閥等
部位造成樹脂的滯流,分解變色后帶入制品,在制品中帶有黑褐
色的燒傷痕。
2、模具的原因,主要是因為排氣不良所致。
3、在成型條件方面,背壓太大會使料筒部分過熱,造 成燒
傷;螺桿轉速過高時,也會產生過熱;注射速度過高會引起過熱
氣體燒傷
4、膠料中含有低溫料 解決方法:
1:如是機械原因造成,則應
a、檢查炮筒溫度是否正常,如有問題則應解決
b、檢查炮筒和螺桿各連接處是否密封良好
c、發現噴嘴、螺桿及炮筒已經燒焦,則要進行清理
2: 如是模具方面原因,則
a、這種燒傷一般發生在固定的地方,容易與第一種情況區別。
這時應注意采取加排氣槽和排氣桿等措施。
b、將模具流道、澆口上的尖刺、倒角修圓,避免射膠時
在這些部位流速太快引起超溫分解
3:在成型條件方面
a、適當調整背壓
b、適當調整熔膠速度
c、減小射膠速度和采用分段射膠方法
4:原料方面
盡量避免原料與其它低溫料相混
文章來源于網絡,著作權歸原作者所有,由蘇州模具設計轉發
前一頁:常用的一些塑膠原料性能用途和設計注意事項
后一頁:注塑模具斜頂內跑滑塊機構
|